
汽车应急启动电源的锂电池制造中如何设置一个完善的化成
来源:未知
作者:昂佳科技
点击:
次发表时间:2019-01-16 17:01:34
汽车应急启动电源内的锂电池通过一定的充放电方式将其内部正负极物质激活,改善电池综合性能的过程,叫做化成。化成是一个非常复杂的过程,同时也是影响电池性能重要的一道工序,因为在电池首次充电过程中,不可避免地要在碳负极与电解液的相界面上形成覆盖在碳电极表面的钝化薄层,称之为固体电解质界面膜或称SEI膜(SOLID ELECTROLYTE INTERFACE)。为了形成良好的SEI膜及高的生产效率,一般化成工艺均为采用由小到大阶梯式电流的方式:

图一 18650-2.75Ah化成工艺
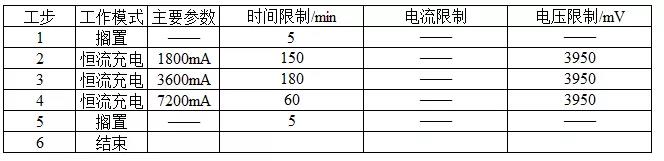
图二 2714891-36Ah铝壳电池化成工艺
但是,以上化成工艺的参数设置过于简单。其实化成工艺不仅仅是为了“活化”,一个完善的设置流程可以节约生产成本、提高化成效率、减少事故发生率、提高产品一致性等。企业在确定化成工艺时,除了设置合理的充电电流外,也应该重视化成工步中的细节设置。
一、要有合理的充电时间限制
企业设置化成电流,往往更注重电流值的大小,从而忽略时间限制。潜意识认为某一步限制跳转的条件是终止电流或上限电压,从而把充电时间设置很长。如图一的第二步,恒流恒压充电时间350min,而在使用相近容量、相同倍率模拟充电后,发现实际第二步充电时间在270min左右。那么问题就来了,假如某个电池有异常造成恒流或恒压时间很长,在实际生产过程中就会出现其他电池都结束了而在“等”着这个异常电池结束的情况,这样既费电,又造成生产效率下降。
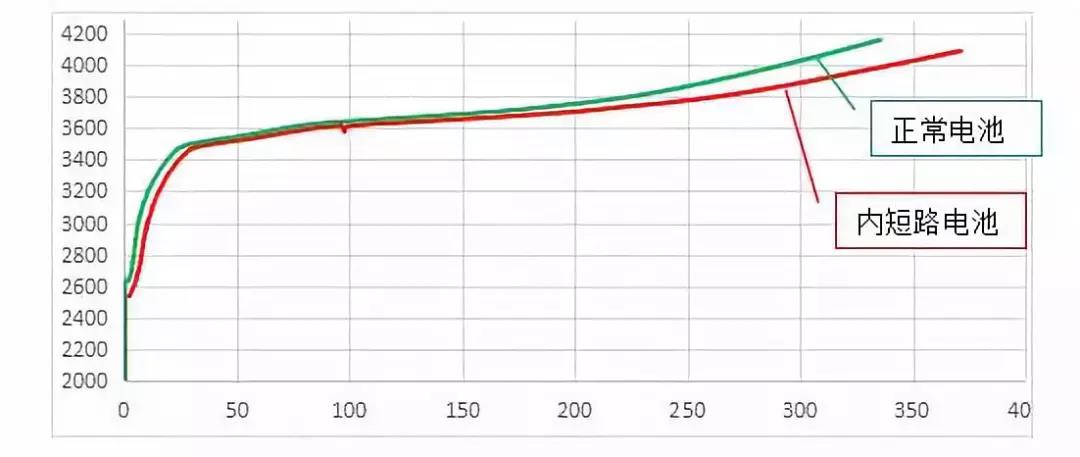
图三 某18650型号正常电池与内短路电池化成曲线
图三是在实际生产中遇到的一个内短路的电池与同批次正常电池的化成曲线对比。如图中红色曲线为内短路电池,随着时间的上升此电池电压与正常电池越拉越大,同时充电到4.2V,此电池较正常电池的充电时间长了1h左右,而这无形中拖延着整个化成柜的时间。且随着充电时间的增加,短路点可能越来越大,电池温度越来越高,随着温度的不断升高,电池内部可能因正极、负极和电解液之间发生各种反应而失控。那能不能提前把这些有问题的电池识别出来呢?
二、要有合理的上下限电压限制
在每一步充放电步骤中,合理的设置上下限电压,不仅可以提高生产效率,而且可以筛选图三中的异常电池。我们从看过的数家化成工艺中发现,企业往往只设置上限电压,忽略了下限电压的设置,并且每一步的上限电压均设置为充电最高电压,问题往往就出在这里。
先说上限电压,回到图一和图二中,均设置了每一步的上限电压。拿图二36Ah的铝壳电池来说,三步充电的上限电压均设置为3950mv,而该充电工步的前两步充电结束,电压均不可能达到3950mv的上限电压。也许有人会说该步骤均为时间限制跳转,所以电压设置高点也无所谓。对于正常电池确实是这样。但是非正常电池呢?举个例子,假如有电池注液量偏少,极片未被完全浸润,那么此电池充电过程中会因为极化更大而提前达到上限电压。而此时设置的上限电压越大,充电时间会越长,可能电池析锂会越严重,电池发热量也越多,无形中增加了安全风险。所以设置合理的上限电压同样有必要。
相对于上限电压的设置,每一步的下限电压设置其实更为重要。举个例子,还是上图三中内短路的电池,假如使用图二中阶梯电流充电,在第二步中设置合适的下限电压,由于此电池第一步充电结束电压小于正常电池,那么在跳转第二步时假如低于设置的下限电压,那么此电池就会停止充电,从而降低了安全事故发生的概率。
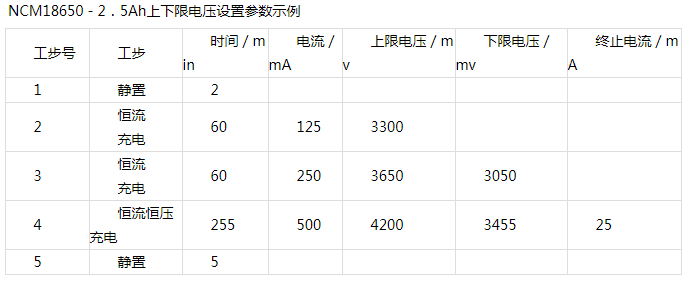
图四 下限电压停止异常电池工步实例
图四为设置下限电压时实际应用中遇到的情况,此电池为NCM18650-2.5Ah,在设置化成工步后,在运行中跳转第二步,电池2由于电池电压超出设置范围3050-3650mv而停止。后续将此电池拆解,发现此电池卷芯最外圈被不明物刺破从而正负极短路。
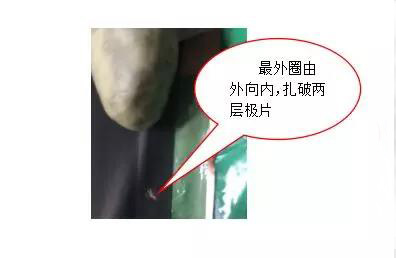
图五 下限电压筛选出的异常电池拆解示例
此为一个内短路的异常电芯实例,在实际生产过程中,也可能会出现极耳虚焊、注液量少等异常,此类异常往往由于电池内部极化大而造成电池动态电压“虚高”,在跳转时同样会被识别出从而停止工步;根据电压上下限的设置范围,甚至一些电芯水分大或者其他原因造成电池电压异常的情况也可以被识别,所以增加下限电压的设置对电池一致性的筛选也有所帮助。
电压上下限的设置范围会因材料、环境温度、设备等原因的不同而不同(使用上下限范围为某工步电压均值±4.5σ),所以设置的范围太窄会造成筛选误判,那么针对这种情况我们可以设置一些其他限制条件来辅助异常电池的筛选。
三、工步跳转限制条件优先顺序筛选
这个筛选条件是什么意思呢?打个比方:化成第一步设置充电60min,上限电压3500mv,我们要求是时间到60min跳转下一步,而某些电池电压到3500mv而充电时间未达到60min,那么此类电池挑出;同理,要求电压或者电流到设置参数跳转下一步但是时间先到也可以挑出。假如有些电池跳转至下一步后,电压范围在我们设置的范围内,但是此电池又有某种异常,可以通过此限制条件筛选。下图为广东某设备厂家软件设置流程页面:

图六 流程设置页面中的限制条件
红圈中的Time over项即为跳转条件筛选项,其分为两个挑选条件TYPEA和TYPEB,在恒流充电中,TYPEA表示达到充电时间但未到达设置电压;TYPEB表示未到充电时间但达到设置电压;恒流恒压充电中,TYPEA表示设置时间到但终止电流未到,TYPEB表示设置时间未到但终止电流到。我们可以根据不同的工步设置不同的筛选条件,挑出不符合要求的电池。
那要是遇到某个电池都在我们设置的条件范围内,但是恒流充电时间短,恒压时间长,那可不可以筛出来呢?
四、恒流或恒压充电时间限制筛选
回到图六(此项仅适用于化成需要充满电的流程),最右两列即为CCT时间挑选。CCT的意思为恒流充电时间,当某些电池极化偏大或容量偏低,提前达到上限电压,我们可以通过设置时间区间挑选出充电时间异常的电池,从而提高电池一致性。
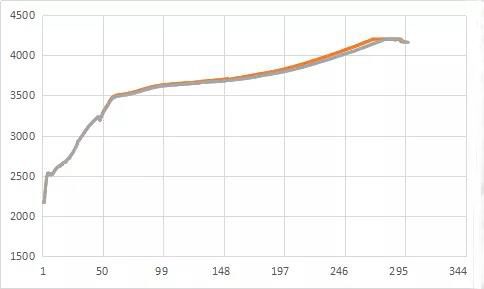
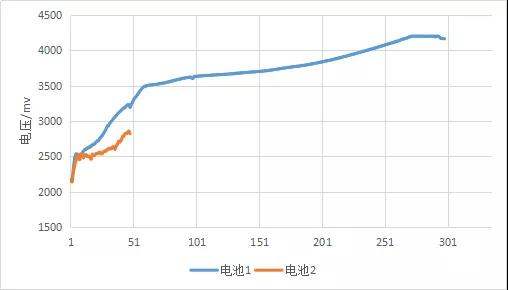
图七 CCT上下限时间筛选异常电池示例
上图为在实际生产中通过CCT时间设置挑选出的一个异常电池与正常电池充电曲线,其中异常电池先达到上限电压而且恒压时间较长。后续将异常电池拆解,发现负极表面存在不明污渍。

图八 CCT时间挑选出异常电池拆解图
五、充电△ V 设置
有些朋友可能注意到图六中还有一个设置项△ V ,意思是充电过程中允许电压下降的最大值,具体设置值可根据设备精度及各企业可接受异常范围设置。此项也是重点哦,当一些内短路电池在充电过程中出现短路点变大的情况,可能会出现充电过程中电压下降,及时停止工步对阻止安全问题的发生同样有效。
一个流程设置这样就差不多了,这些参数的设置跟企业使用的柜子精度关系较大,或者有些企业使用的软件没有Timeover和CCT时间筛选功能,但是充放电上下限电压肯定是有的,企业可根据自身的实际情况确定自己的参数。此外,介绍的这些功能对分容流程的设置也同样适用。还有些细节比如数据采集时间和过容量报警,采集时间这个肯定是要求越短越好,时间短采集数据就多,发现数据异常就更及时,但数据采集量大就需要柜子连接的电脑有高的配置,还有上位机数据库有较大的内存,企业同样需要根据自身的情况合理设置。
最后再补充一点,按以上流程设置完挑选出来的电池,是否都需要报废?当然任性的公司全部报废也未尝不可,宁可错杀一千不能放过一个,产品质量肯定棒。但是也可以根据不同的异常现象将异常电池降为不同的等级,甚至有些因柜点问题等是可以重新化成当A品的。那如何区分异常种类呢?有些软件有个特别的功能——颜色区分(如图九)。

图九 异常报警色设置
我们可以将不同的异常分别设置不同的颜色,企业可根据软件筛选出来的电池,对应查看分别下属于哪种异常,分类处理。像接触不良和电流异常,一般情况下均为柜点异常造成,可以单独识别出并重新化成,这样就能减少“误杀”了。
免责声明:部分文章信息来源于网络以及网友投稿,本网站只负责对文章进行整理、排版、编辑,是出于传递 更多信息之目的,并不意味着赞同其观点或证实其内容的真实性,如本站文章和转稿涉及版权等问题,请作者在及时联系本站,我们会尽快处理





同类文章排行
- 大神自己自制汽车应急启动电源?还不如自己备一个
- 汽车启动不了,导致汽车无法启动的五大原因
- 汽车应急启动电源使用方法及原理图
- 2017排行前十的汽车应急启动电源品牌
- 汽车应急启动电源工作原理
- 汽车应急启动电源使用排名评测
- 怎么选购汽车应急启动电源?哪个牌子汽车应急启动电源比较好?
- 汽车应急启动电源充不了电怎么办?昂佳科技教你解决方法
- 汽车应急启动电源常见问题分析及解决方案
- 汽车应急启动电源为什么用手机充电器充不了电?






